


联系我们

型材拉弯行情走势推荐
更新时间:2024-12-23 10:47:51 浏览次数:1 公司名称: 宏钜天成钢管有限公司





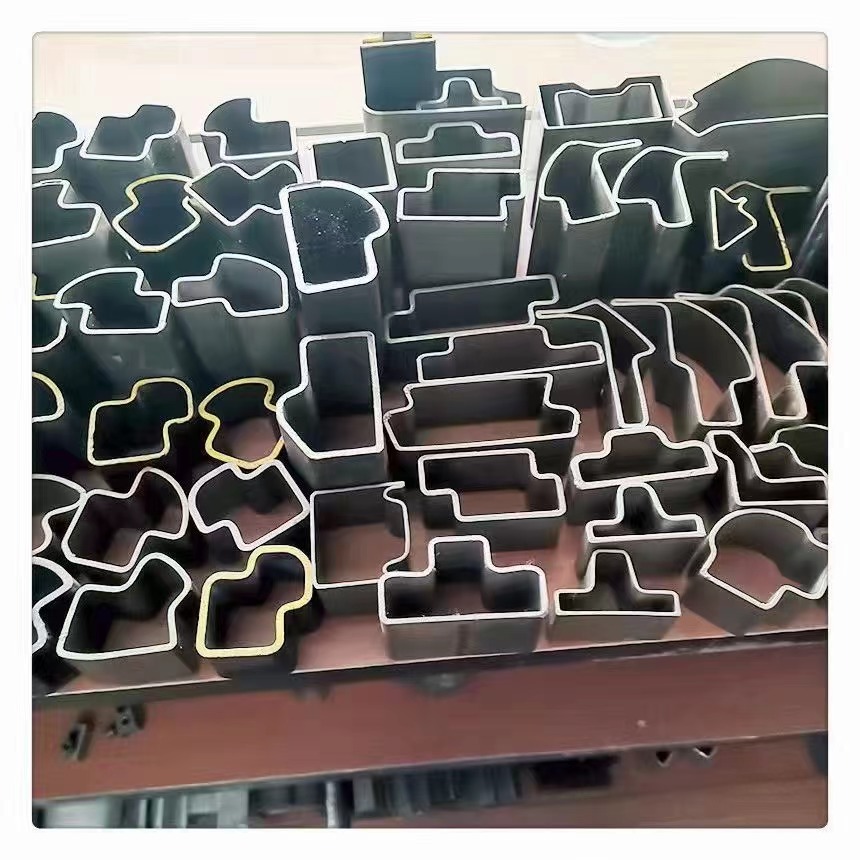
讲一讲型材拉弯的具体方式型材拉弯理论活动时会有不相同的弯折加工工艺,产品能够 从不相同的视角分红不相同的类型。一般来说,依据弯头是不是被合理加温,工程项目消费加工能够 分红冷拔乃至热弯。依据曲折程度的不同。产品能否有填充剂,能够分为无芯曲折、无锈钢板曲折、厚壁不锈钢板曲折,是冷拔方法,产品普遍使用于各种制作业。型材拉弯加工工艺及安装规矩弯管是管道施工工程项目的重要。除开制作制废品管材相对性详尽的汽体管路外,其他管路现阶段并不是冲压模具无缝弯头和冲压模具焊接弯头的重要。弯折消费加工是使用触摸闪现屏和数控机床操控模块,他们被关掉。全部机器设备的程序流程设定比较简略和非常容易。全部机器设备的床体结构非常平稳,在使用全过程中不容易形变。每一传动齿轮能够 设定16个弯折视角。依据其慢定位效劳,钣金折弯视角不容易紊乱,产品重复精细度可做到正负极零点一度,操作流程中的错误解闪现信息在闪现屏上,这可合理辅佐作业者马上肃清,并出示自主开发设计的坐标转化钣金折弯的消费加工值。
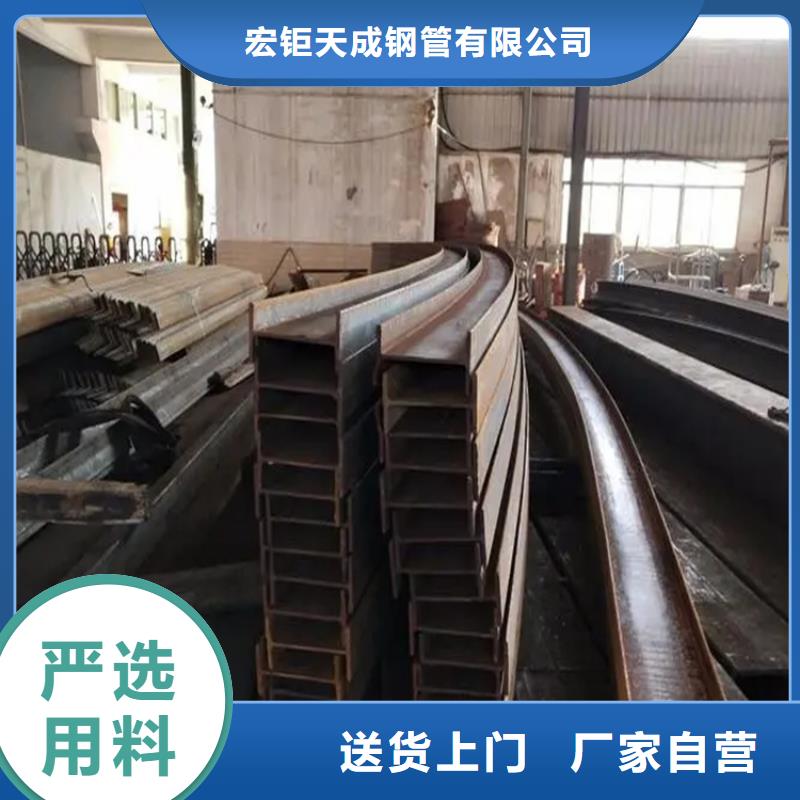
型材拉弯厂家介绍型材拉弯的分类型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 型材拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,型材拉弯可分为顶弯、压弯、辊弯和型材拉弯。压弯是常用的型材拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当型材拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的型材拉弯机型材拉弯上进行。 当型材拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
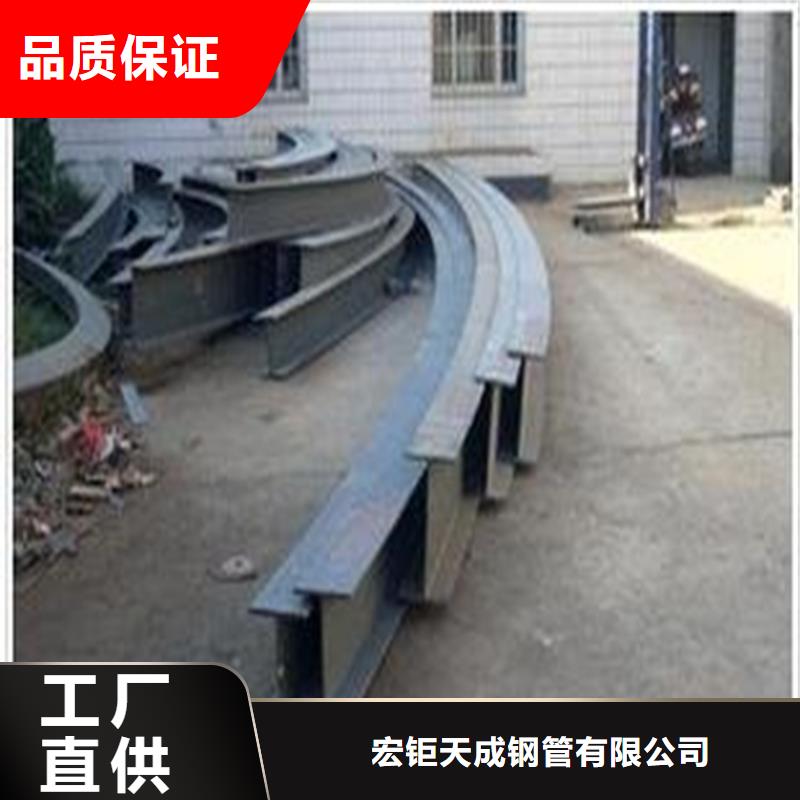
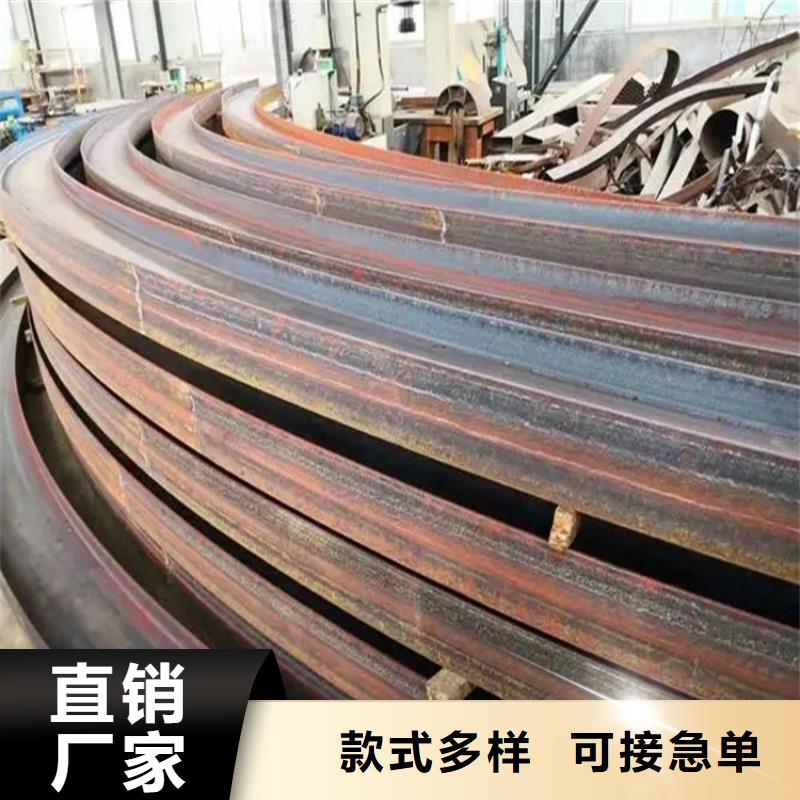
具体介绍一下型材拉弯的种类有哪些按加工工艺特性,型材拉弯可分成顶弯、压弯、滚弯和型材拉弯 压弯是常见的弯折方式。常用机器设备大多数为通用性的机械设备冲压机或四柱液压机,也有用专用型钣金折弯冲压机的。常见的滚弯机器设备是四辊卷板机。三辊卷板机按三点决策一圆的大道理,对方坯展开持续弯折。三辊卷板机具备2个传动系统辊(固定不动)和一个压下辊(可调式)。调整压下辊的左右部位就可以更改它与传动系统辊中心的相对性间距。型材拉弯时,板才放置传动系统辊和压下辊中心,传动系统辊正反面方位互换旋转,使板才重复运动。调整压下辊使之逐步压下,就可以将板才弯折成需要折射率的圆上、锥体面和折射率较小的单叶双曲面。压下辊一端可冉冉升起,有利于卸出钢件。此外也有四辊和多辊四辊卷板机,四辊卷板机用以出产厚钢板圆桶,四辊左右的多辊四辊卷板机,用多对辊筒将板才渐渐弯折成繁杂的型面。 针对精密度规则较高,长短和夹角规则很大、横着标准规则较小的弯折件,可在专用型的型材拉弯机里展开型材拉弯。
常用的型材拉弯方法有哪些 按曲折成形办法能够分为滚弯、压弯、推弯和绕弯;按曲折时是否运用模具能够分为有模弯和无模弯;按曲折时有无芯棒能够分为有芯弯和无芯弯;按曲折时是否加热能够分为冷弯和热弯。近年来还出现了零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等新的弯管工艺。滚弯是用三个辊轮对管材进行曲折加工的办法。其中辊轮3为主动轮,其余两个为从动轮。滚弯办法及作业原理与板材滚弯根本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的作业表面。曲折时只需改变主、从辊轮间的距离,就能够实现各种曲率半径的曲折。拉弯厂说这种办法尤其合适弯制环形或螺旋线形管件。不过,滚弯对曲折半径有必定的要求,仅适用于曲率半径较大的厚壁管件,关于小半径曲折显得力不从心。压弯是早用于弯管加工的工艺办法。它是在液压机上使用模具对管坯进行曲折加工的。压弯具有模具调整简单、出产功率高等优点,故在出产中一直被广泛应用,一般用于弯制带直段的管件或弯头号。